Техника сварки различными типами электродов
Ручная дуговая сварка покрытыми электродами остается одним из самых распространенных способов соединения металлов в современной промышленности и строительстве. Правильный выбор сварочная проволока сплошного сечения и владение техникой их применения определяют качество и надежность сварного соединения.

Классификация и типы покрытий сварочных электродов
Согласно ГОСТ 9466-75 "Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия", электроды классифицируются по виду покрытия на следующие основные типы:
- Рутиловые электроды (Р) тип покрытия, в котором двуокись титана составляет примерно 50% массы покрытия. Основные компоненты:Рутиловый концентрат (TiO₂), Ферромарганец, Алюмосиликаты и Декстрин (2-3%). Применяется в строительстве, монтажных работах, бытовая сварка и ремонт.
- Основные электроды (Б) характеризуется содержанием карбонатов кальция и магния (доломит, мрамор, магнезит) и плавикового шпата (CaF₂). Применяется в нефтегазовой отрасли, судостроении, мостах, металлоконструкциях и резервуары.
- Целлюлозные электроды (Ц) содержит большое количество органических составляющих. Используется для трубопровода, на высотных работах и труднодоступных участках.
- Кислые электроды (К) содержат в обмазке большое количество оксидов железа и марганца. Применяются для неответственных конструкций, тонколистового металла и декоративных швов.

Техника сварки различными типами электродов
При выборе режима сварки необходимо учитывать:
-
Диаметр электрода – подбирается в зависимости от толщины свариваемого металла
-
Сила сварочного тока – при сварке в вертикальном положении величину сварочного тока снижают на 10-20% в сравнении с нижним положением
-
Длина дуги – для электродов диаметром 3 мм оптимальная длина составляет 3 мм
-
Угол наклона электрода – зависит от пространственного положения и типа соединения
Перед сваркой и наплавкой необходима прокалка электродов: с рутиловой обмазкой при t = 80÷120°С, с карбонато-рутиловым покрытием при t = 200÷250°С и с основным – при t = 300÷350°С. Время прокаливания 2÷2,5 часа.
Прокалка - процесс удаления влаги из покрытия электродов путем нагрева в специальных печах. Необходима для предотвращения пористости и водородных трещин.
Выбор тока: переменный или постоянный
Тип электрода влияет на выбор источника питания:
Постоянный ток (DC):
-
стабилизирует дугу;
-
повышает качество шва;
-
используется с основными и рутиловыми электродами;
-
особенно эффективен для тонких листов.
Переменный ток (AC):
-
допустим с рутиловыми и универсальными электродами;
-
менее стабилен, но используется при ограниченных технических возможностях;
-
подходит для бытовых сварочных аппаратов.
Техники сварки электродами
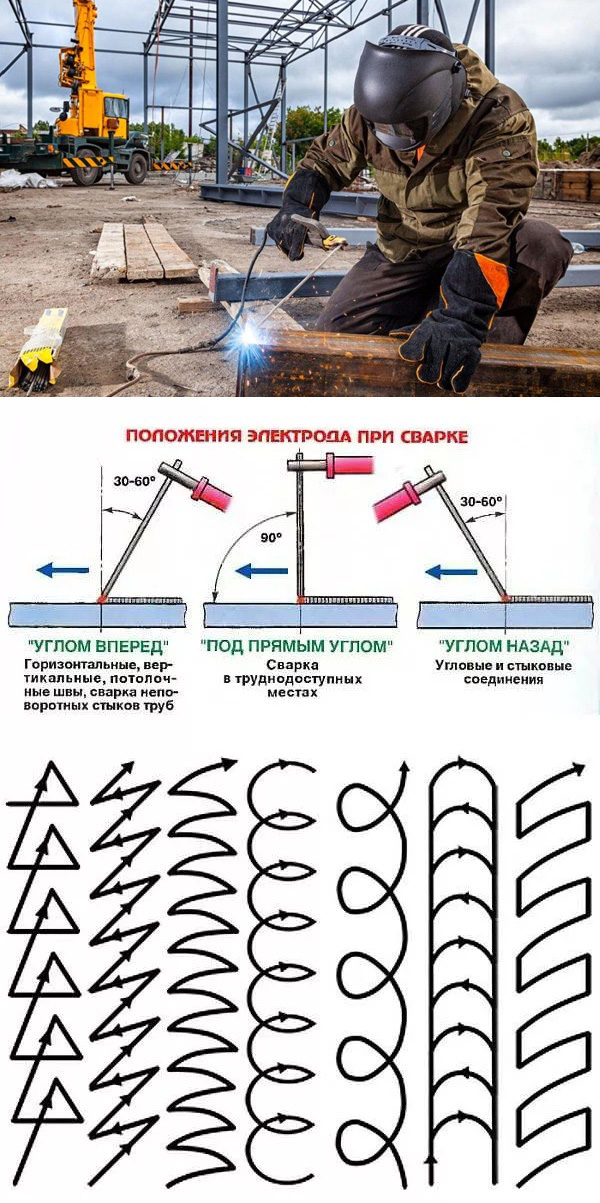
Ручная дуговая сварка покрытыми электродами (ММА) остаётся универсальным способом соединения металлов.
Существует несколько базовых техник, различающихся по направлению движения электрода и форме дугового перемещения:
1. Прямолинейное ведение (прямая подача)
Сварщик ведёт электрод по шву строго по прямой, без колебательных движений.
Преимущества:
-
минимальное разбрызгивание,
-
высокая концентрация тепла,
-
глубокий проплав.
Применяется: для тонкого металла, корневых проходов и швов с минимальным сечением.
2. Маятниковое движение (восьмёрка, петля, дуга)
Сварщик перемещает электрод с лёгкими поперечными колебаниями (влево–вправо или по дуге).
Преимущества:
-
формируется более широкий валик,
-
лучше заполняются разделки кромок,
-
снижается прожог тонкого металла.
Применяется: при сварке в нижнем и вертикальном положении, при соединении листов от 4 мм.
3. Задержка на краях шва
Электрод ведётся с приостановками на краях разделки (кромок), обеспечивая равномерное проплавление сторон.
Преимущества:
-
предотвращает подрезы,
-
улучшает смачивание краёв шва.
Применяется при сварке V-образных и X-образных разделок.
Пространственные положения при сварке
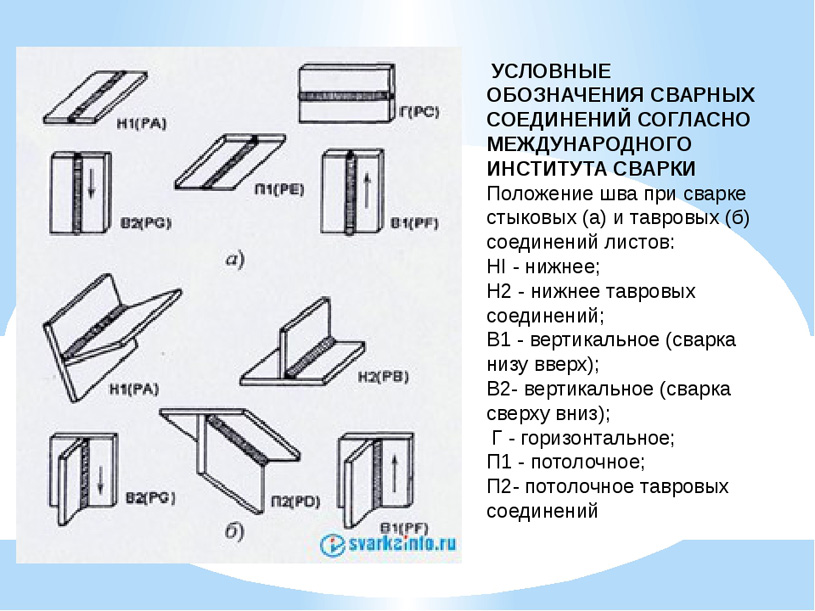
На выбор положения при выполнении сварочных работ влияет ряд факторов. В большинстве случаев это габариты конструкции, её тип и степень сложности проведения сварки. Наиболее удобным и простым для сварщика считается нижнее положение. В такой позиции расплавленный металл не стекает вниз под действием гравитации, поэтому нет необходимости снижать сварочный ток или корректировать траекторию и скорость движения электрода.
Основные пространственные положения
-
нижнее – все типы;
-
горизонтальное – могут подойти рутиловые и основные;
-
вертикальное – подходят рутиловые и целлюлозные;
-
потолочное – подходят целлюлозные.
